Contact Us 聯(lián)系我們
 電話
電話139 1838 1958
 郵箱
郵箱13918381958@163.com
 公司地址
公司地址浙江省嘉興市嘉善縣姚莊鎮(zhèn)寶群路158號

 139 1838 1958
139 1838 1958




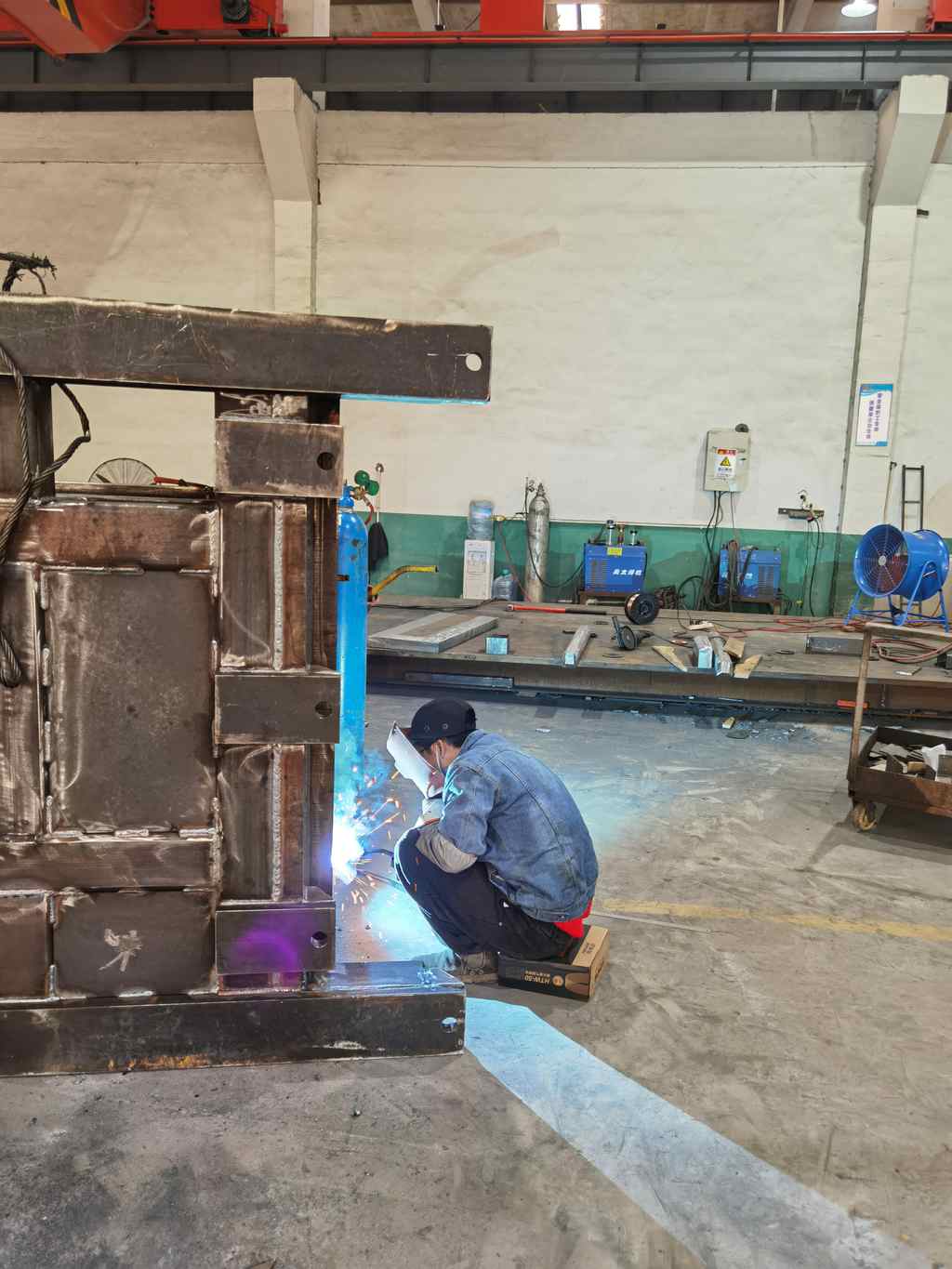
服務項目:機床床身鋼結構件焊接
機械設備:96臺 大型機加工設備 可滿足不同類型的焊接加工、龍門加工、噴涂加工工藝要求,承接大、中型工件及箱體配套加工。
人員實力:60名 持證上崗人員 經(jīng)驗豐富的設計師、工程師與焊接技工,非標定制焊接各種非標設備。
加工方式:按要求設計制造各種結構件(ODM),按圖紙制造各種結構件(OEM)。
【獲取報價】:聯(lián)系客服獲取報價
機床床身鋼結構件焊接的原理是通過加熱焊接件至熔化狀態(tài),并通過焊接材料將其連接在一起,形成整體結構。焊接過程主要包括預處理、定位、夾緊和焊接等步驟。
預處理:為了使焊接件表面的臟物、氧化物等雜質(zhì)清除干凈,確保焊接接頭的質(zhì)量。
定位:將焊接件放置在正確的位置,以便焊接。
夾緊:保持焊接件的位置不變,防止在焊接過程中發(fā)生變形。
焊接:將焊接件進行加熱,并通過焊接材料將其連接在一起。
機床床身鋼結構件焊接時,選擇合適的焊接材料至關重要。焊接材料應具有較高的強度和良好的韌性,以確保焊接接頭的機械性能。同時,考慮到機床使用環(huán)境,焊接材料還應具有良好的耐腐蝕性,以延長機床使用壽命。常用的焊接材料包括焊條、焊絲和焊劑等。
焊條:操作簡便、成本低廉,可根據(jù)機床大件的材料和厚度選擇不同型號的焊條。
焊絲:適用于自動化和半自動化焊接工藝,具有高效、穩(wěn)定的特點。
焊劑:在焊接過程中起到保護、冶金和改善焊縫成形的作用。
機床床身鋼結構件焊接常用的方法包括焊條電弧焊、氣體保護焊(如CO2氣體保護焊)、埋弧焊等。不同的焊接方法具有不同的特點和適用范圍,應根據(jù)具體情況進行選擇。
焊條電弧焊:操作靈活,適用于各種位置的焊接,但焊接速度相對較慢。
氣體保護焊:焊接速度快,焊縫質(zhì)量高,適用于自動化和半自動化焊接。
埋弧焊:焊縫質(zhì)量穩(wěn)定,適用于厚度較大的構件的焊接。
在焊接工藝方面,應嚴格控制焊接參數(shù)(如焊接電流、電壓、焊接速度等),以確保焊縫的質(zhì)量和性能。同時,還應采取合理的焊接順序和焊接方法,以減小焊接變形和殘余應力的產(chǎn)生。
機床床身鋼結構件焊接質(zhì)量控制是確保機床精度和穩(wěn)定性的重要環(huán)節(jié)。焊接完成后,應對焊縫進行質(zhì)量檢驗,以確保焊接質(zhì)量符合要求。常見的質(zhì)量檢驗方法包括目測檢驗、尺寸測量、無損檢測(如超聲波檢測、X射線檢測)等。
目測檢驗:通過肉眼或放大鏡檢查焊縫的外觀,如焊縫的平滑度、焊渣的清除情況等。
尺寸測量:使用測量工具對焊縫的尺寸進行測量,以確保其符合設計要求。
無損檢測:采用射線檢測、超聲波檢測等方法,檢查焊縫內(nèi)部的缺陷,如裂紋、氣孔、夾雜等。
焊接完成后,還需要進行相應的焊后處理,以保證焊接接頭的穩(wěn)定性和耐腐蝕性。焊后處理可以包括砂輪打磨、除渣、防腐涂層等。通過焊后處理,可以提高機床床身鋼結構件的工作壽命和使用安全性。
| 序號 | 設備名稱 | 用途與數(shù)量 |
| 1 | 3萬瓦激光切板機 | 切割用;12米長一臺 |
| 2 | 20000瓦激光切管機 | 切管用;一臺 |
| 3 | 折彎機330噸 | 折彎;兩臺 |
| 4 | 激光焊接 氬弧焊 氣保焊 | 焊接;45套 |
| 4 | 龍門加工中心6米*3.5米,4米*2.7米 | 機加工;2套 |
| 5 | 拋丸機 | 拋丸;1套 |
| 6 | 噴砂機 | 噴砂;1套 |
| 7 | 噴漆房 | 噴漆;2套 |
| 8 | 烘干房 | 烘干;1個 |
| 9 | 車床 銑床 鉆床 | 機加;8套 |
| 10 | 數(shù)控帶鋸床 | 下料;6套 |
| 11 | 卷圓機 | 卷圓;1套 |
| 12 | 去毛刺機 | 去毛刺;1套 |
| 13 | 大型油壓機 | 彎曲、拉伸、翻邊、擠壓成形 |
| 14 | 電焊機 | 焊接;60套 |
| 15 | 搬運叉車 | 搬運;15臺 |
| 16 | 貨運車輛 | 運輸;3輛 |
| 17 | 龍門銑床 | 機加工;2套 |
| 18 | 行車 | 搬運;26臺 |
| 其他設備 | 光纖激光切割機1臺、數(shù)控折彎機4臺、剪板機1臺、自動鋸床12臺、各類焊機60臺套(氣體保護焊機50臺、氬弧焊機8臺、光纖激光焊機1套、機器人焊機1套)、等離子切割機2臺、搖臂鉆床2臺、攻絲機3臺、沖壓設備5臺、車床5臺、磨床1臺。 | |
系我們")



 電話
電話139 1838 1958
郵箱13918381958@163.com
公司地址浙江省嘉興市嘉善縣姚莊鎮(zhèn)寶群路158號

 公眾號
公眾號 官方微信詢價
官方微信詢價